12-08 20:42:33 | www.jiaoxue51.com | 数学知识 | 人气:749次
数学小百科:轧制生产自动化是关于 数学知识,方面的资料,本站还有更多关于数学知识大全方面的资料,http://www.jiaoxue51.com。
苏霍姆林斯基说:“让学生变得聪明的办法,不是补课,不是增加作业量,而是阅读、阅读、再阅读。”学生知识的获取、能力的提高、思想的启迪、情感的熏陶、品质的铸就很大程度上来源于阅读。我们应该重视它,欢迎阅读数学小百科:轧制生产自动化。
zhazhi shengchan zidonghua
轧制生产自动化
rolling process automation
轧制生产(包括操作、控制管理)是钢铁及有色金属工业中自动化程度最高、计算机应用最多的部门。60年代以来对轧制成品的尺寸精度要求和对轧制速度的要求越来越高,人工操作已难达到,必须采取自动控制系统来满足工艺要求,以取得高经济效益。轧制过程自动化已成为轧机现代化的标志和发展方向。
50年代开始在轧制生产中采用卡片程序控制、厚度自动控制和晶体管逻辑控制等,主要是以单机为对象的单台设备自动化。60年代开始采用控制计算机,美国首先在带钢热连轧机上配备厚度自动控制(AGC)系统,用计算机设定精轧机辊缝和速度,得到良好效果。此后,即开始研究以轧机生产线为对象的自动化,并发展出轧机的最优控制和自适应控制。70年代发展出轧制生产线和工厂管理相联结的计算机集成控制系统。
在轧制生产中,带钢热连轧机的机械化自动化程度最高,应用计算机最早,也最有效(见带钢热轧)。目前采用自动厚度控制系统所生产的热轧带钢厚度公差已降低到±0.05mm。60年代后期以来建设的带钢热连轧机多采用计算机自动控制。中国武汉钢铁公司1978年投产的 1700mm带钢热连轧机在500米长的轧制线上实现了全面自动化(见彩图[1700毫米带钢热轧机主控室]

)。目前用 AGC系统生产的铝、铜及其合金冷轧带材最小偏差已降到±0.005mm以下,板形平整。
轧机计算机控制主要包括三项功能:①轧机和生产线各参数的自动设定功能;②各参数的连续自动控制功能;③生产管理功能(图1[ 带钢热连轧机计算机自动控制系统示意]
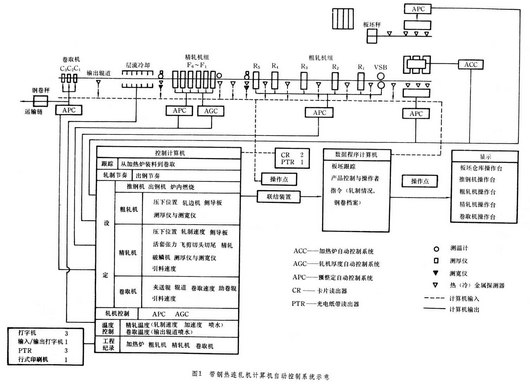
)。
自动设定功能 所谓设定,一般是在轧制坯料进入相应的机组前,由计算机根据计划产品要求、原料状况和实测参数,按数学模型计算出该机组应有的参数,然后输出所需的参数设定值。由自动预整控制系统来保证完成。例如当轧制规格、钢种等确定后,需要设定各轧机的辊缝和速度等,计算机根据数学模型计算制定轧机合理压下规程,即制定出最优化的设定值。在一定的工艺和设备限制条件下,达到轧机产量高、功率分配和压力分配合理、板形良好等目标。主要设定包括加热炉的推钢机、出钢机和粗轧机的辊缝、转速、导板位置,精轧机的辊缝、转速、张力,卷取机的相应参数等。
输出设定值确定后,由于预设定的模型精度不够,检测信息存在误差,以及系统状态变化等,需要不断利用及时检测的信息修正模型参数,这种功能称为自适应校正功能。轧机由于实现了计算机自动设定,具有比熟练操作工人更快的判断和修正能力,可提高生产率和产品质量,并节约人力。
自动连续控制功能 这种功能包括加热、终轧、卷取的温度控制(包括输出辊道冷却水控制),厚度自动控制(AGC)以及位置和速度预整定自动控制(APC)。在给定目标值后(通常指设定值),计算机根据检测仪表实测值与目标值比较所产生的偏差,连续地(实际上有一定的间隔时间)、不断地输出控制信号来控制有关设备,使该参数达到目标值,这属于反馈控制系统(图2[ 反馈控制示意图]

)。
厚度自动控制系统的方式有:①反馈控制。根据直接或间接测厚装置,检测轧件厚度与设定目标厚度的偏差信号,经计算后,发出调整辊缝的指令,使轧件厚度符合目标厚度(见轧机弹性变形)。②前馈预控。根据进入轧机前的测厚信号(或前一机架的轧制厚度信号)预设定轧机辊缝,达到自动控制。目前以反馈控制为主,结合前馈预控。
生产管理功能 包括带卷跟踪、轧制节奏控制、生产数据记录和打印各种报表等。此外还与厂级管理计算机相联,根据订货卡制定作业计划,下达生产任务等。
带卷跟踪的主要任务是及时掌握生产线上每一块轧件到达的位置,使计算机内贮存的该轧件的基本数据(如钢种、尺寸等)与“在线”检测的数据相对应,保证不出错误。还可显示跟踪结果,供操作人员验证。
轧件节奏控制是合理控制加热炉出钢节奏,根据所轧制的规格、各工序机组所需时间及其跟踪功能等进行计算和控制。在保证前后两块轧件不相撞的条件下尽量缩短间隙时间,以提高生产率。辅助生产线如剪切线、平整线等也有相应的自动化功能。辅助操作如轧机换辊和换辊后轧制线的调整等也都实现了自动化。
轧制自动化的现状和发展 轧机自动化水平较高的还有带钢冷连轧机(见带钢冷轧),从上卷、穿带、轧制参数的设定,轧机厚度控制和数据记录打印等都实现了自动化。如中国武汉钢铁公司带钢冷连轧机计算机控制的轧机,它的计算机室见图3[ 武钢带钢冷连轧机计算机室]

。
[1] [2] 下一页
与数学小百科:轧制生产自动化相关的推荐
相关分类
最新推荐